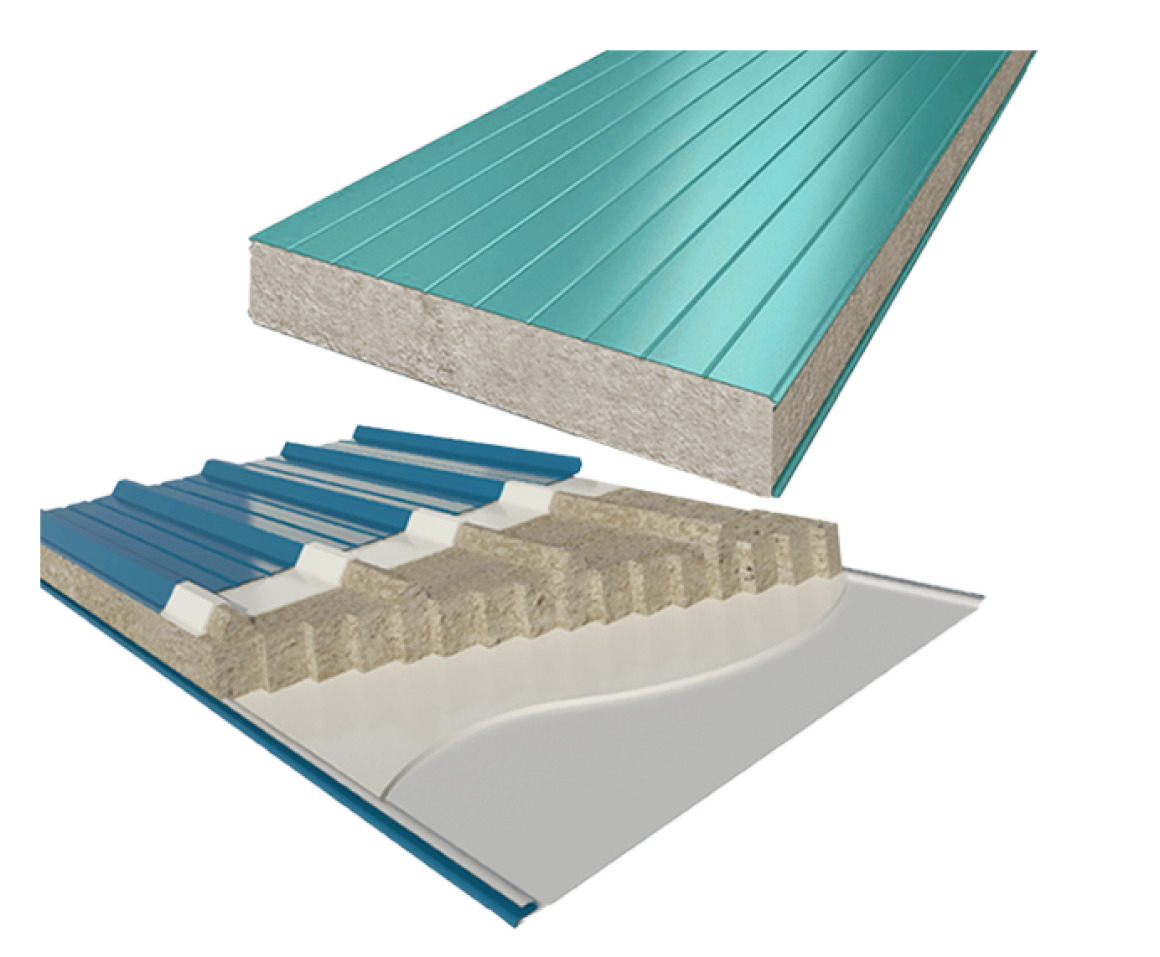
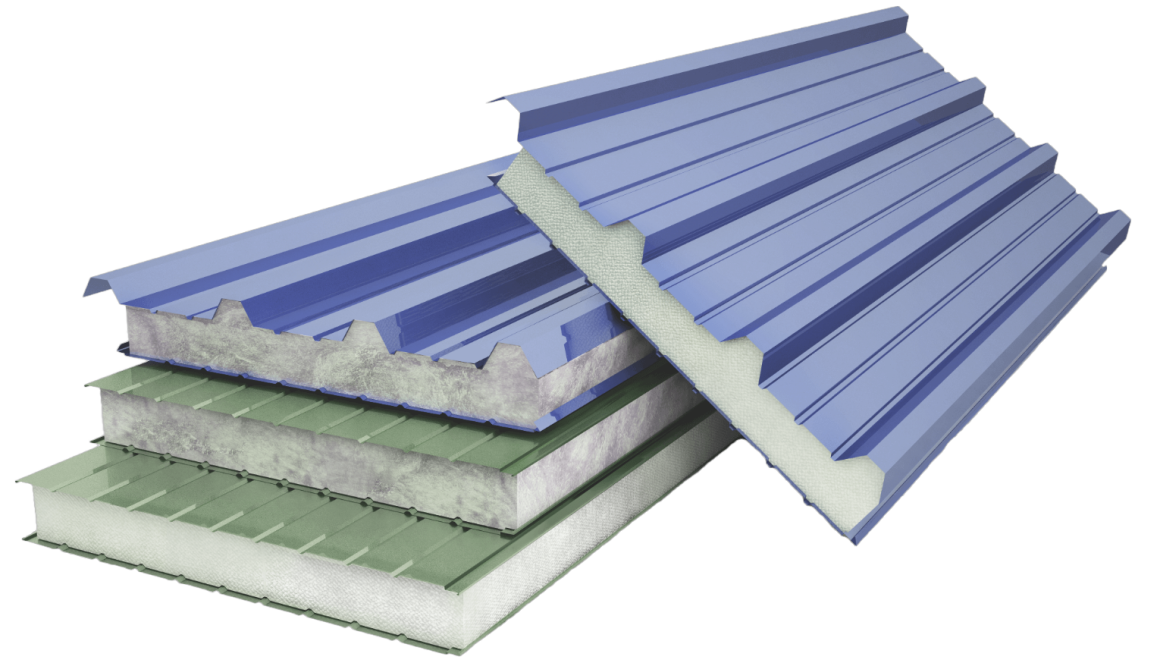
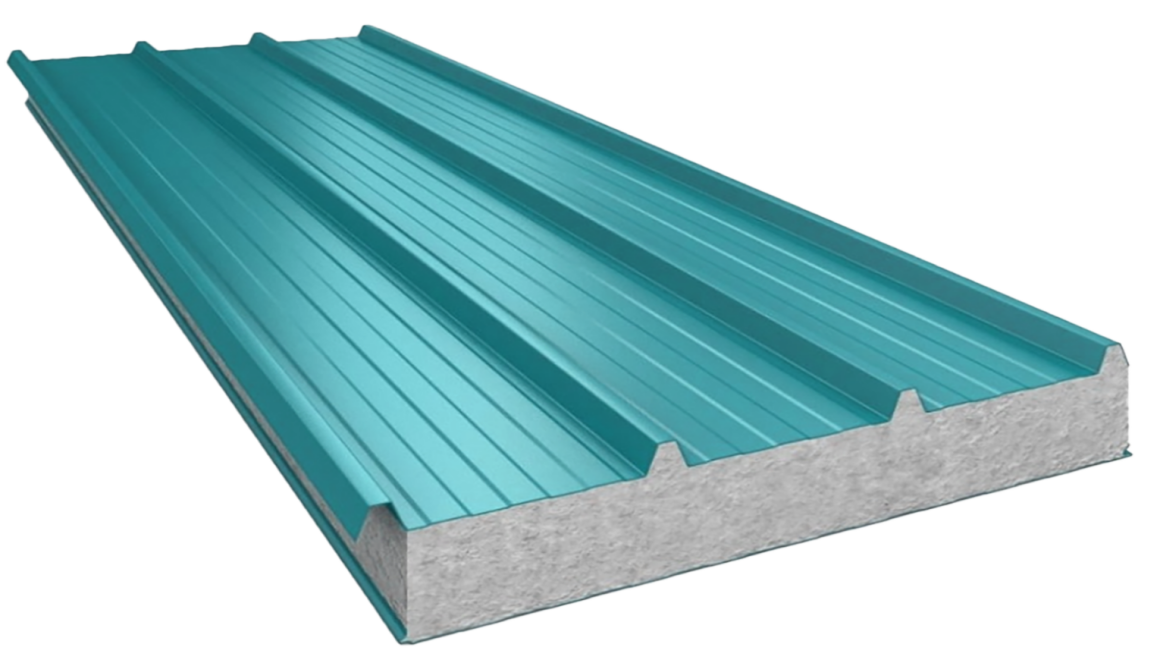
Линия для производства сэндвич панелей из минваты и PIR/PUR
Линия для производства сэндвич-панелей из минеральной ваты и PIR/PUR производит теплоизоляционные панели, которые используются в строительстве и промышленности. Сэндвич-панели ламинируются с использованием непрерывного гусеничного или роликовых прессов. Выпускает панели как стеновые , так и кровельные из минеральной (каменной) ваты, EPS, XPS, PIR/PUR и полиуретана. Эта линия позволяет производить панели с различными характеристиками, подходящими для различных климатических условий и строительных требований.
-
Марка компонентов
- ПЛК и сенсорная панель от SIEMENS – DELTA – MITSUBISHI – INVT
- Инвертор от FUJI – LS – DELTA – INVT
- Кодер: KUBLER– AUTONICS – OMROM
- Электродвигатель TOSHIBA – Япония или ABB – Швейцария
- Гидравлические компоненты YUKEN – YUCIYUKEN
- Серводвигатель и привод от DELTA – INVT
- Вырубной штамп SKD11 изготовлен на прецизионном станке с ЧПУ, термообработка 52-58HRC
- Ролики из стали С45, изготовленные на прецизионном станке с ЧПУ, с твердым хромовым покрытием (термическая обработка – опция)
- Коробка передач из Тайваня
-
Технические характеристики
Разматыватель 6 тонн: 2 шт.
Мощность: 5,5 кВт x 2Скорость: 0-30 метров/минутуГрузоподъемность: 6 тонн x 2
Верхняя и нижняя профилегибочная машина
Мощность (11 кВт + 3,7 кВт +1,5 кВт) x 2Скорость: 6-20 метров/минуту
Пресс-стол для пенополиуретана – резиновый конвейер
Мощность системы передачи: 5,5 кВт x2
Мощность системы отопления: 48 кВт
Скорость: 6-12 метров/минуту
Длина верхнего ремня: 21 метр
Длина нижнего ремня: 26 метров
Толщина ПУ: 20/25/30/50 ммМатериал: оцинкованный, цветная сталь, бумага ПВХ
Система впрыска пенополиуретана
Мощность: 12 кВт
Давление впрыска макс.: 2 кг/ см2
Скорость впрыска: от 100 г/сек до 500 г/сек
Система непрерывной резки с двойной распиловкой
Мощность: (3,7 кВт x2) + (2,2 кВт x2)
Допуск длины резки: +/- 5 мм
Максимальная скорость резки: 6 метров/минуту
Система сжатия воздуха
Мощность: 7,5 кВт
Давление макс.: 10 кг/см 2
Емкость бака: 1 м 3
Роликовый выходной стол
5 комплектов
Основные компоненты:
-
Разматыватель стали :
Линия может быть оснащена как Консолевыми разматывателями с тележкой, так и простыми съемных держателя катушек с сердечниками, снабженные разматывателями барабанного типа с электромоторами. Каждый держатель имеет разжимной с дисковым тормозом, чтобы предотвратить саморазмотку рулона стали.
-
Машина для попереченого отрезания металла :
2(два) резца для поперечного отрезания листовой стали, для минимизации отхода металла, в том случае, если необходима замена рулона стали и т.п. Данный блок состоит из электроприводных ножниц, которые и разрезают металл.
-
Устройство направляющее лист металла:
Так как металл разматывается из рулона, то необходимо гарантировать точное выравнивание листа металла до того, как начнется его профилирование
Направляющие регулируются по различной ширине листового металла. Они устанавливаются на линейных ползунках и регулируются маховичком ручной подачи при помощи индикаторов регулировки позиционирования. -
Профиля металла:
2(два) кромкозагибочных (профилировачных) блока прилагается к линии. 1 (один) для верхнего листа металла и 2-ой для нижнего. Эти профилирующие ролики предназначены для нанесения на поверхности панели неглубогих ребер. Они могут легко сниматься во время производства. В наличие имеются и другой тип профилей, еще до трех различных типов профилей может быть установленно одновременно на линии.
-
Роллформеры для формирования замков :
Состоят из Точных роллформеров, формирующих по краям металла стыковое соединение замка “Папа-Мама”. Металл предварительно проходит через роллформеры с помощью прижимных роликов. Каждая группа роллформеров крепится на направляющих рельсах, чтобы легко можно было регулировать ширину и опорный край. Это регулируются маховичком ручной подачи при помощи индикаторов регулировки позиционирования.
-
Подогреватели листа металла:
Включены подогревателя, которые находятся до и после блока по нанесению клея. Обычно 2(два) подгревателя до блока по нанесению клеят и два после блока по нанесению клея для того, чтобы обеспечить неоходимые условия для полимеризования клея и для подготовки стали перед нанесением на нее клея.
-
И многие жругие компоненты:
За более детальной информацией ообращайтесь.